|
|
|||
|
高品質!業界最安!
納期遵守率 99.7% |
|
|
基板製造 稼働状況
メニューを閉じる | |||||||||||||||||||||||||||||||
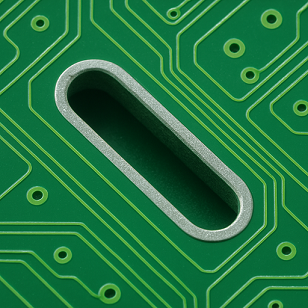
プリント基板の「長穴」のお話

 |
長穴とは |
英語では、Slot または丁寧に言うなら Slotted hole が一般的です。
(直訳で Long hole と言ってしまうとほぼ通じない)
基板の穴は円形(正円)のものが多いです。
これは、基板の穴あけ工程がドリルで行われるためです。
丸いリードや正方形のリードをはんだ付けするには円形の穴で問題ありませんが、板状のリードや断面が長方形のリードなどを円形の穴ではんだ付けしようとすると穴が大きくなりすぎます。
そうすると、はんだ付けがうまくいかなかったり、はんだ付けの強度が落ちたりします。
長穴を使うことで、端子形状に合わせた形に穴あけでき、はんだ付けの問題が解消できます。
また、はんだ付け用のランドがないノンスルーホールの長穴も加工でき、部品や筐体の固定穴などに使われます。

▲ このようなDCジャックを実装するために長穴を用いることが多いです
|
長穴の加工方法 |
1.ドリル連打
丸穴の穴あけと同じ工程で実施します。
少しずつ位置をずらしながら穴あけすることで長穴を形成します。
(実際は、片側から少しずつずらしていくのではなく、正確に加工できるように工夫された順序で穴あけしていきます)
メリットは通常の製造工程で加工できることですが、長穴の数が多い場合や距離が長い場合は加工に時間がかかります。
2.ルーター加工
基板外形を加工するのと同じルーターで長穴を開ける方法です。
ルーターはドリルと似ていますが、穴あけだけではなく、横移動して穴を広げることもできますので、長穴形状であっても比較的高速に加工できます。
ただし、ルーターの刃は直径1mm以上の場合が多く、1mm未満の幅の長穴は加工できません。
また、通常は銅メッキ前にルーター工程はありませんので、長穴加工する場合は工程を追加する必要があります。
ユニクラフトでは、1mm未満の幅の長穴はドリル連打、1mm以上の場合は加工数や距離によってドリル連打かルーターを選択しております。

|
長穴の設計方法 |
1.ガーバーデータとしてドリルデータを出力する場合
長穴の幅(短手)のアパーチャを使って、1本線で長穴を描きます。
2.NCデータやエクセロン形式でドリルデータを出力する場合
穴を0.1mmピッチで連打します。
周囲(長穴形状)を外形データの細線で囲むとなお良いです。
3.エキセロン形式のルーターデータとして出力する場合
ルーターで長穴形状を描きます。
周囲(長穴形状)を外形データの細線で囲むとなお良いです。
4.ノンスルーホールかつ幅2mm以上の場合
ノンスルーホールの長穴で幅が2mm以上ある場合に限り、外形データのみでの指示が可能です。
外形データの細線で切り抜き形状を描いてください。
※長穴は必ずドリルデータ、外形データで示してください。
ドリルマップやドリルレポート、PDF図面だけに長穴の指示がしてある場合は、長穴加工されない恐れがあります。
|
設計の注意点 |
0.5mm未満の長穴を加工しようとすると、ドリルの刃が折れてしまうためです。
●長穴の数が多い場合や加工距離が長い場合、製造数が多い場合は、長穴の幅を1mm以上にしてください。
上述しました通り、1mm未満の長穴はドリル連打する必要があり、加工に時間がかかります。
短時間で加工できるように、1mm以上としてください。
●長手方向の寸法は幅(短手方向)の2倍以上としてください。
2倍未満の場合は、ドリルの中心が定まらず、歪な長穴形状となったり、長穴が斜めになったりします。
(特にドリル連打の場合)
●出力したドリルデータ、ガーバーデータを確認してください。
CAD上では長穴が見えていても、データ出力の設定が間違っていて長穴が出力されないというトラブルがよくあります。
出力したデータをガーバービューワなどで確認するようにしましょう。
| プリント基板おためし見積もり | |||
|---|---|---|---|
|
|
プリント基板の製造について |
プリント基板製造のお見積もり・ご発注はこちらから

< プリント基板の知恵袋TOPに戻る